V法真空造型系统
V法铸造是一种利用负压原理使砂子成型的铸造工艺,凸出特点是不使用粘结剂使型砂成型,具有环保、节能、高效的优点。主要适用于铸铁、铸钢、有色金属铸件的生产,特别适用于生产体积大、结构相对简单的大型铸件,以及细、薄壁的大中型铸件。
鑫科可以为您的铸造项目提供从概念到全面生产的一站式解决方案。
技术支持
| 砂箱内尺寸 (mm) | 造型速度(型/时) | 产量 | 砂处理能力(t/h) | 产品 |
| 2000*1400*320/360mm | 8-10 | 1000 | 5 | 后轴,制动鼓,配重 |
| 1200*1200*250/300mm 1200*1200*400/450mm 1200*1200*600/600mm |
5-7 | 1000 | 5 | 耐磨钢铸件,钢格栅 |
| 1600*1250*500/300mm 2800*2000*350/350mm |
6 | 1000 | 5-10 | 单件和小批量铸件 |
| 1750*1600*650/450mm | 5-10 | 1000 | 5-10 | 灰铸铁铸件,叉车、装载机等配重 |
| 1000*630*150/150mm
1000*800*150/150mm |
10-15 | 600-1000 | 5 | 不锈钢铸件,如耐酸泵叶轮 |
| 2000*1600*360/310mm | 10 | 30000 | 35-40 | 卡车后轴 |
| 3100*1900*450/450mm
3100*1900*350/550mm |
20 | 50000 | 50 | 铁路零件铸钢件,底部支撑,侧架 |
注:以上参数仅供参考,最终解决方案根据用户要求选择。
V法生产线特征:
-铸件尺寸精度高,表面光洁,轮廓清晰。
-模型可重复使用,模型和砂箱使用寿命长。
-V法使用无粘结剂的干沙,无化学烟气污染;落沙容易,砂子回收率可达95%以上,后无大量废砂处理,空气污染小。
-消耗的动力较小,只是湿型砂的60%。
-生产周期短,工艺简便,操作容易。


投资优势:
– 生产投资低成本。
– 无需砂再生系统。
– 砂处理系统以及振动落砂系统简单。
– 通过组装模型取消外部坭芯,模板磨损少。
– 工艺简便,操作容易,便于管理和组织生产,可节省劳动力35%。
– 无粘结剂干沙的使用,减少了废物和有害气体的排放,有利于环保。
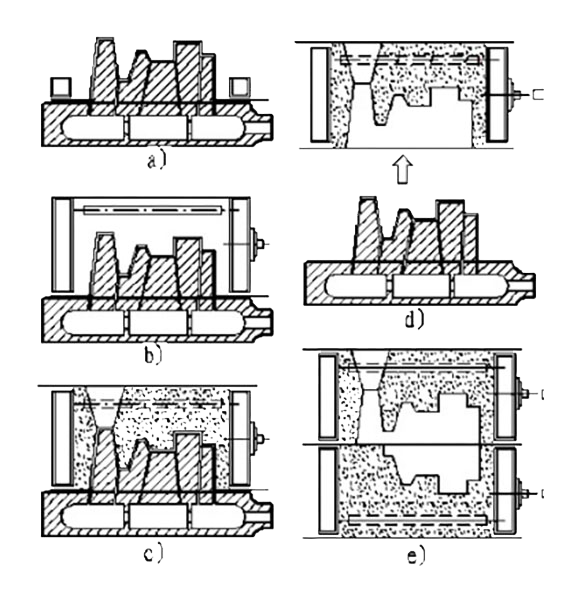
生产工艺:
a)将预先加热好的塑料薄膜在负压作用漏岩下,吸贴到模样,模板的整个表面上,然后在薄膜上均匀地喷上快干涂料。
b)将装有抽气室的砂箱安装在带有模具的真空盒上。
c)充填不加粘结剂,水分及附加物的干沙,边加砂边微微振动,以保证干沙填满砂箱,刮平,并在砂箱顶部再覆盖料膜,通过砂箱箱壁抽真空。
d)翻箱、起模,由于大气压力的作用,塑料薄粗耐膜均匀地贴在砂型上,而使型砂处于紧实状态,取出模样,达到硬度为90度左右的砂型。
e)合型,铸型的负压状态一直维持到浇注,铸件凝固完成后。
f)负压解除后,铸型自行溃散,可方便地从铸型干砂中取出铸件。